Over the past several years, the fields of aesthetic medicine, surgery and cosmetics have been revolutionized by laser technology.
With the development of their innovative laser systems, Asclepion Laser Technologies contributes greatly to patient well-being and faster healing.
A consistent measurement strategy, effective testing processes and first-class measuring devices guarantee the high quality of the company’s manufacturing at all times.
For decades, Asclepion has relied on Ophir measuring technology from MKS Instruments to check the power and energy of the laser beam.
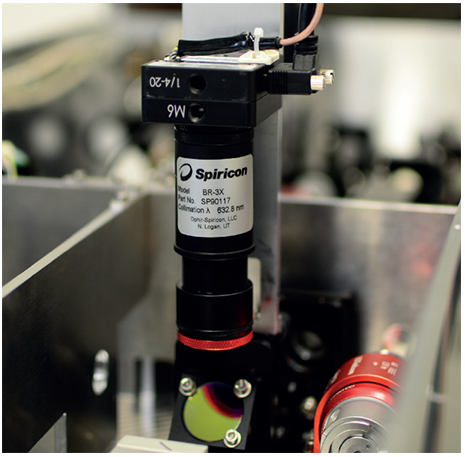
To adjust it’s PicoStar® laser, the company measures and analyzes the beam profile of this pico-second laser using an Ophir CCD camera combined with a beam reducer.
Medical lasers “Made in Germany”
Asclepion Laser Technologies has been active in the area of international medical laser technology since 1977. The company’s home base in the Jena Optical Valley promises – and delivers – extraordinary strength in innovation: The laser systems and their components are developed and manufactured almost entirely in-house.
Over the past few years, the breadth of the company’s portfolio has grown steadily; today it ranges from CO2 and solid-state lasers for dermatological and surgical procedures to diode lasers, for example for vascular applications and permanent hair removal.
And it has expanded its offerings for the field of dermatology with the development of a picosecond laser: The PicoStar laser effectively and gently removes tattoos, permanent makeup and benign pigmentation.
Quality right from the start A necessary condition for the great success of Asclepion Laser Technologies is the continued maintenance of strict quality standards.
To this end, the company has developed a finely tuned measuring and testing process to which every laser system is subjected before being shipped. It rests on three essential pillars:
- – Consistent measuring technology from development through to
maintenance - – The right measuring technology for each application
- – Meticulous quality inspection, based on the principle of double
checks
During production and, above all, during the final inspection of the laser systems, the measured parameters are continually compared against the specifications. To prevent influences due to measurement tolerances, calibrated systems of the same type are used to measure both prototypes still in development and finished laser systems before shipping or during commissioning or maintenance at the user’s site.
“With MKS, we know that our demands – in terms of both the quality and the diversity of measurement solutions – can be met with standard Ophir sensors or individualized approaches”
Roman Roth, process engineer at Asclepion
Measuring technology for each and every laser
When selecting a supplier, Roman Roth – process engineer at Asclepion and the person responsible for the proper and smooth running of manufacturing processes – has several prerequisites: “On the one hand, all our departments need reliable measurement equipment to provide us with accurate and repeatable results.
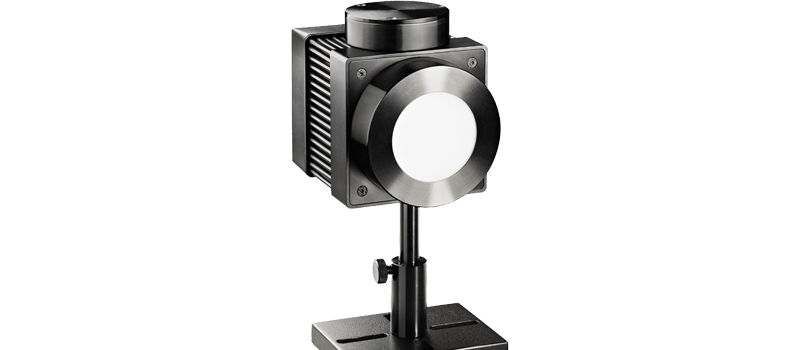
At the same time, our wide range of laser types means that we need many different measurement methods. With MKS, we know that our demands – in terms of both the quality and the diversity of measurement solutions – can be met with standard Ophir sensors or individualized approaches” For example, to measure the power of an Asclepion diode laser, the company uses an MKS thermal sensor, such as the Ophir L50(300)A.
The same measuring principle is also applied to solid-state lasers for surgery.

The pulsed solid-state lasers used in dermatology, on the other hand, are measured with pyroelectric sensors. Because of the high power and energy densities involved, Asclepion relies on Ophir sensors of the type PE50BF-DIFH-C, PE50- DIF-ER-C, which have integrated diffusers and thus higher damage thresholds.
In order to meet the special requirements of medical technology, the sensors are also adjusted for specific wavelengths, e.g. calibrated to 2940 nm.
Asclepion’s collection of metrological solutions for laser power and energy is rounded out with Ophir photodiode sensors.
They measure the pilot beam systems that aim at the target in all solid-state lasers, the power of which is in the range of just a few mW. Depending on the area of application, Asclepion transmits the measurement data either via PC interfaces or directly to compact, handheld display devices.
No matter what measurement principle is applied, one thing is certain: Every single laser system that leaves Asclepion’s production facility undergoes meticulous final testing. A final inspection protocol – encompassing some 25 – 60 A4 pages – is worked through step by step; depending on the laser system, this last evaluation can take a few days to a week.
According to the principle of double checks, every product produced by Asclepion must be formally tested and finally approved by the Quality Assurance Department on the factory site before being shipped out to customers.
Tough requirements for short pulses
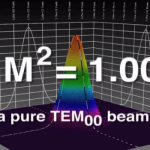
Introduced in 2019, the company’s picosecond laser proved to be a particular challenge: In addition to the power and/ or energy of the laser beam, the beam profile must also be carefully checked and pre-adjusted on the optical bench during the final test.
Here, Asclepion relies on the beam profile measurement taken by an Ophir CCD camera in combination with a beam reducer and the BeamGage or BeamMic analysis software. If, at the end of the beam path, the laser is ever to provide the optimal conditions as prescribed by the laser specifications, it must be carefully pre-adjusted in stages.
For this purpose, the beam profile is recorded with the CCD camera at three different positions along the optical bench. These figures show the measurements of a correctly adjusted laser (right) compared to that of a misaligned laser.
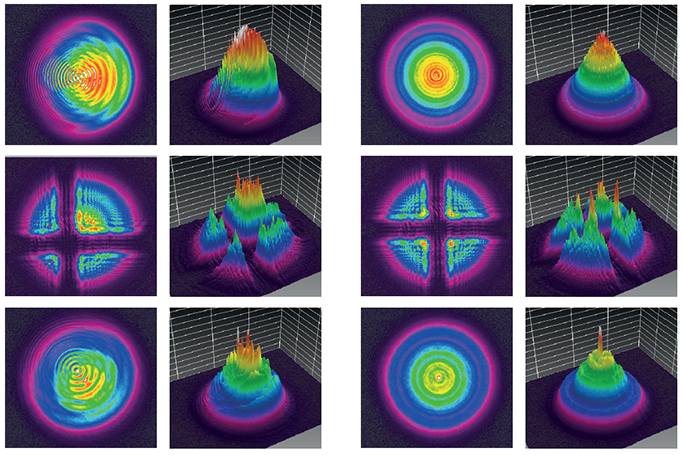
Without this camera-based measuring solution, it would be difficult and time-consuming to adjust the resonator on the optical bench. Too much divergence in the beam would lead to unwanted radiation of downstream optical components.
Using the CCD camera saves considerable time and effort in this sensitive process while ensuring repeatable measurements of the beam profile.
Also in his role as Asclepion’s test equipment officer, Roman Roth is very satisfied with the collaboration: “The Ophir measuring devices work reliably and deliver reproducible results – both of which are essential in medical technology. In terms of sustainability, the quality and durability of the measurement technology are beyond reproach; we’re still using our Ophir Nova display devices from 1996.”

Ensuring safety through calibration
In general, the Ophir measuring instruments are in constant use at Asclepion Laser Technologies. Whether in the development phase of the laser systems, in the final test or during installation and maintenance at the customer: Any deviation from the specification is detected, and potential sources of error are eliminated immediately.
In this manner, decoupling mirrors of poor quality or inhomogeneous laser crystals, for example, have been caught and rejected during final testing. Roman Roth is sure of one thing: “No matter which of our lasers it is, it’s tested with at least one Ophir instrument.” This makes it all the more important to regularly check the more than 100 sensors from Ophir that are currently employed throughout the various areas of Asclepion Laser Technologies.
Every year, these instruments are calibrated according to specs in Ophir’s European calibration laboratory in Darmstadt. This in turn guarantees the precise measurement of all Asclepion laser systems and thus their enduring quality, for the safety of operators and patients alike.




Leave a Reply
Your email address will not be published. Required fields are marked *