Let’s be honest.
We’d all just prefer that our lasers always worked exactly as they’re supposed to.
Who really wants to measure their laser, when they can just be using it instead?
However, like all processes, a laser must be controlled to be used efficiently, and it must be measured to be controlled (and used) properly.
Before you choose profiling equipment, you need to decide what’s most important for you to measure. Here are the main measurements you’ll want to consider making
But Why Profile?
Isn’t power (or energy) measurement enough?
It’s easy to imagine lasers as these perfect, idealized beams of light. If something’s not working, all we should have to do is tweak the power output, right?
But it isn’t so simple. Lasers, like all things, degrade with time and as they degrade, the beam spot and shape can change drastically.
In some cases, increasing the power can worsen the beam shape, actually making the process even less successful.
Whether you need a Gaussian or a flat top beam, you should be using a beam profiler to monitor the actual beam size and shape. Make sure it looks like it’s supposed to. Make sure it still looks the same as it originally did.
What to Measure
So you’re ready to profile your laser, but you don’t know where to start.
Before you choose profiling equipment, you need to decide what’s most important for you to measure. Here are the main measurements you’ll want to consider making:
- Beam width
- Overall beam shape and hot spots (image of the beam)
- Ellipticity
- M-Squared (beam quality factor; how similar the beam is to an ideal Gaussian)
There are many other parameters that can be calculated but most (such as goodness-of-fit to flat top beams) are based on the values above.
How to Measure It
Now that you know what you want to measure, let’s see how you can make that measurement.
All profilers measured beam width, but they don’t all measure the same way:
Scanning slit profilers use a clever mechanism to take tiny samples of the laser beam through its narrow slit. This produces a one-dimensional profile. Actually, there are two slits, so it makes two 1D profiles, an X-axis and Y-axis. These can be interpolated to produce a 2D image, but it won’t necessarily be the true picture of your laser.
CCD cameras can be used to produce a full two-dimensional image of the laser, but it also makes a couple compromises: High power lasers need more attenuation with cameras, which can be a hassle. Also, very small lasers (tens of microns) might need to use scanning slits for better resolution.
Both methods can be used to measure ellipticity (and a host of other parameters). Look at the datasheets for more info.
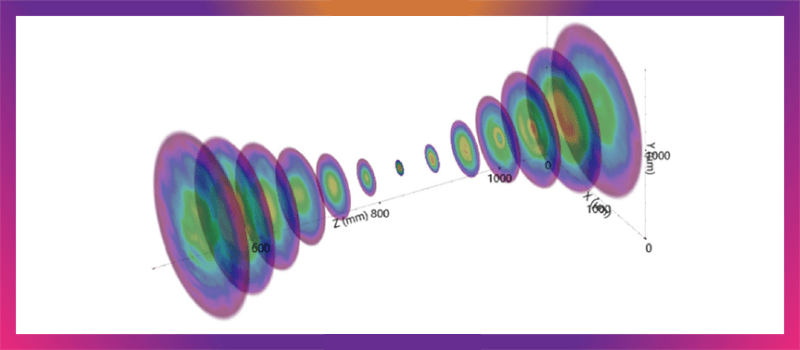
M-Squared can also be measured with either cameras or scanning slits as the detector. However, M-squared also needs an optical rail or system of mirrors to make measurements at multiple locations. M-Squared by definition is a value based on multiple measurements made along the beam caustic.
Not sure where to start?
Talk to Ophir-Spiricon for personal, expert support.
Flickr creative commons image via Andrew “FastLizard4” Adams






I want to make laser profiling for our YAG Laaer..do you have Philippines company so that I can discuss in actual..or can you help us how to conduct it.