Lasers are amazing.
They can cut or weld, drill or solder. A very general application of laser materials processing is called laser marking. This can refer to a host of processes, like: etching, engraving, ablating, etc.
Here’s a question I never considered:
How can you be sure that your laser will mark the wood (or plastic, or metal) and not burn the wood instead? Or cut it in half?
I recently learned that laser marking companies use a two-step system: first an application engineer designs a process, perhaps with some trial and error. Once the process is perfected – for quality and efficiency – only then can it be moved to the production floor.
The question is: how do you know the production laser is doing precisely what the engineer did with it? You don’t, unless you measure it.
So what should you use – a ruler? Perhaps a micrometer.
Kidding, kidding, of course you can’t measure a laser with traditional equipment.
But what exactly should be measured here?
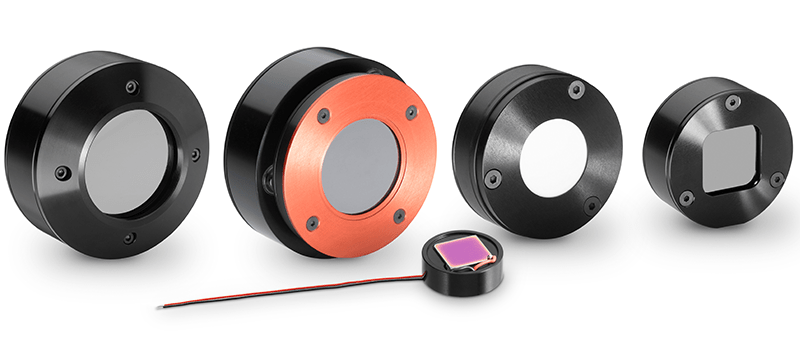
Since power density has the greatest influence on the outcome of the process, this is what you need to measure.
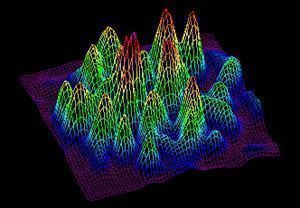
Use a power meter to measure the laser’s power and a beam profiler to measure the size of the laser beam. (Power density is power divided by cross-sectional area of the laser beam.)
Make sure these parameters stay consistent and you’ll be well on your way to a consistent, efficient, and money-saving process – the process your application engineer designed in the first place.
Learn more in this article written by John McCauley, our product specialist. He used to be an application engineer for laser marking, so I’m pretty sure he knows what he’s talking about:
Measuring Beam Characteristics for Successful Laser Marking
Flickr creative commons photo via Windell Oskay








WOW. Its amazing what results lasers really can make happen!
Awesome post! Thanks for sharing.
Thank you for sharing. The article in the link is very helpful to the merchants who produce laser marking machines. I have learned many methods from it.
https://www.emitlaser.com/